Página 1 de 2
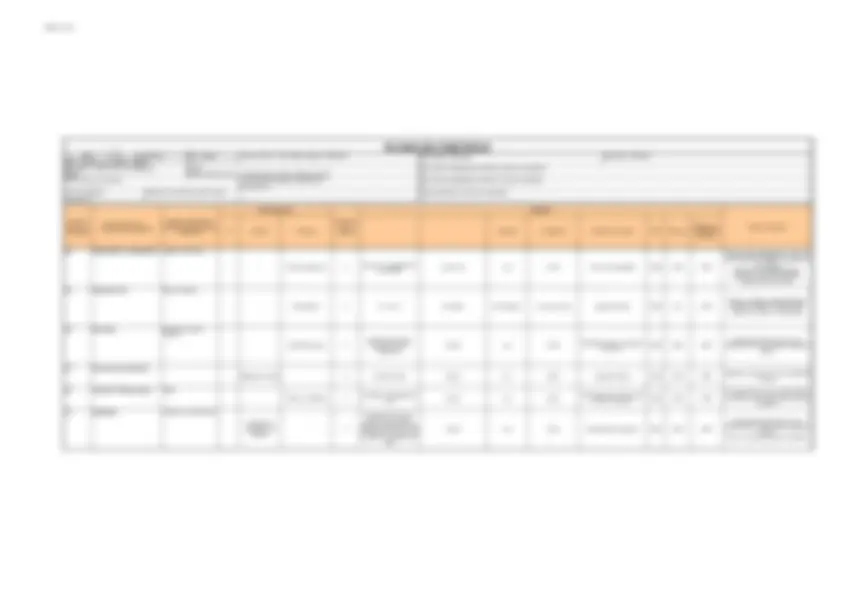
PLANO DE CONTROLE
Protótipo Pré-Lançamento Produção Contato-Chave / Fone: Rafael Vergani / 30255176 Data (Orig.): 13/09/2011 Data (Rev.): 05/04/12
Part Number / Último nível de modificação: Equipe: Aprovação da Engenharia do Cliente / Data (se requerido):
GERAL Rafael Vergani, Gustavo Fontella, Diego Vergani, Fabiana, Evandir.
Nome da Peça / Descrição: Fornecedor/Aprovação da Planta/Data: Aprovação da Qualidade do Cliente / Data (se requerido):
General Coat
Fornecedor/Planta: Código do Fornecedor (UCCS Code): Outras Aprovações / Data (se requerido):
General Coat
Características Métodos
Plano de Reação
Nº Produto Processo Tamanho Frequência Método de Controle CEP Start-up
10 Recebimento
- - - C - Visual Lote 100% Inspeção Visual. NÃO NÃO NÃO Devolução para o Cliente
20.1 Abastecimento Carrinhos e/ou Palleteira
- Peças danificadas - S Peças sem danificações Visual Lote 100% Inspeção Visual. NÃO NÃO NÃO
30.1 Preparação de Carga Gancheiras
- Peças danificadas - S Peças sem danificações Visual Lote 100% Inspeção Visual. NÃO NÃO NÃO
40
- - Infiltração de Tinta - C Posição Correta Visual Lote 100% Inspeçã o Visual. NÃO NÃO NÃO
50 Talha / manual
- - S Peças sem danificações Visual Lote 100% Inspeção Visual. NÃO NÃO NÃO
60 Desengraxe Túnel de Spray
- - Alcalinidade C 18,5 ± 4,25 ml Análise de laboratório Amostragem 1 vez por turno Titulação NÃO NÃO NÃO
70 Enxague Túnel de Spray
- - Alcalinidade Total C < 2 ml Análise de laboratório Amostragem 1 vez por turno Titulação NÃO NÃO NÃO
80 Fosfato Túnel de Spray
- - Acidez total C 6 ± 1,5 ml Bureta Amostragem 1 vez por turno Titulação NÃO NÃO
- - Temperatura C 50 - 60ºC Termopar PT-100 Amostratgem 1 vez por turno Inspeção Visual. NÃO NÃO
- - pH C 4,5 ± 0,7 Papel Indica dor Amostragem 1 vez por turno Teste com papel indicador NÃO N ÃO
90 Enxágue Túnel de Spray
- - Acidez total C < 1 ml Bureta Amostragem 1 vez por turno Titulação NÃO NÃO
100 Estufa de Secagem Túnel de Estufa
- - Temperatura C 40 ± 10 °C Termopa r Amostragem 1 vez por set-up Inspeção Visual. NÃO Sim NÃO
110 Secar Manual
Manual - - - Isento de umidade Visual Lote 100% Inspeção Visual. NÃO NÃO NÃO
Número do Plano de Controle: PC 001
N° peça /
Processo /
Operação
Nome do Processo /
Descrição da Operação
Máquina, Dispositivo,
Padrão, ferramentas para
Manufatura
Classif. da
caract.
especial
Análises em
Laboratórios
Externos
Recebimento de
peças oxidadas
Devolução da peça para o cliente, ou
sucatear e ressarcir o cliente
Posicionar a peça conforme IT ou
acionar equipe de processo para
substituição do dispositivo.
Mascarar furos, faces, ou
roscas (conforme
especificação do cliente)
Substituir mascaramento no caso de
desgaste e treinar operadores para
correto posicionamento dos batoques de
silicone.
Transferência para linha de
pintura Quedas de peças
durante a
transferência
afetando a
integridade da peça.
Devolução da peça para o cliente, ou
sucatear e ressarcir o cliente
Alcalinidade livre alta: adicionar água até
atingir os parâmetros de controle.
Alcalinidade livre baixa: Adicionar
produto (magnunspray) até atingir os
parâmetros de controle.
Acima do especificado: adicionar água
até sua normalização
Sim (1 vez
por dia)
Acidez total alta: adicionar água até
atingir os parâmetros de controle.
Acidez total Baixa: Adicionar produto
(ATP 50R) até atingir os parâmetros de
controle.
Sim (1 vez
por dia)
Parar a linha e realizar a manutenção
das resistências.
Sim (1 vez
por dia)
pH alto: Adicionar produto (ATP 50R) até
atingir os parâmetros de controle.
pH baixo: adicionar CHEMFILL BUFFER
até atingir os parâmetros de processo.
Sim (1 vez
por dia)
Acima do especificado: adicionar água
até sua normalização.
Acima ou Abaixo do Especificado:
Ajustar set-point, em caso de não
responder, acionar a manutenção.
Remoção de acúmulo
de água com ar
comprimido
Solicitar parada de linha em caso de
umidade residual.
✘