Baixe Engenharia Mecatrónica Engenharia Mecatrónica e outras Manuais, Projetos, Pesquisas em PDF para Pesquisa de Gestão, somente na Docsity!
Este Manual de Montagem e Manutenção contém informações sobre a correta
utilização e conservação dos produtos fornecidos pela Saint-Gobain Canalização.
Os resultados decorrentes de uma aplicação e armazenamento incorretos
podem acarretar retrabalho e custos adicionais à obra.
Por isso, recomendamos que em caso de dúvidas ou necessidade de informações
complementares, entrem em contato com a Gerência Técnica, através dos
telefones +55 (21) 2128-1646 / 2128-1661 / 2128-1662, ou pelo e-mail:
suporte_tecnico_canalizacao@saint-gobain.com
INTRODUÇÃO
ESTOCAGEM DE TUBOS
TUBOS DN < 300
Os tubos de DN 80 a 300 são fornecidos em pacotes; por solicitação do
cliente, podem ser expedidos a granel. Os pacotes foram projetados para
facilitar, simplificar e agilizar as operações de carregamento, descarregamento
e movimentação dos tubos.
No caso de estocagem provisória, podem ser colocados superpostos, até o
máximo de 2,50m de altura. No entanto, para uma estocagem prolongada
nos armazéns e depósitos, os pacotes devem ser abertos e os tubos
empilhados de acordo com um dos métodos descritos adiante.
A formação dos pacotes é em função do DN e da classe dos tubos, conforme
a figura ao lado e o quadro a seguir:
DN Classe
Pacotes L
Dimensões (^) Peso médio do l h pacote
Camadas x Tubos
m m m Kg
80 K-9 3 x 5 6,30 0,57 0,42 1305,
100 K-9 3 x 5 6,30 0,67 0,50 1611,
K-9 3 x 3 6,30 0,59 0,66 1468,
K-7 3 x 3 6,30 0,59 0,66 1252,
K-9 2 x 3 6,30 0,75 0,56 1314,
K-7 2 x 3 6,30 0,75 0,56 1126,
K-9 2 x 2 6,30 0,63 0,67 1147,
K-7 2 x 2 6,30 0,63 0,67 964,
K-9 2 x 2 6,30 0,74 0,77 1444, K-7 2 x 2 6,30 0,74 0,77 1190,
h
l
L
TUBOS – Estocagem de tubos avulsos
Método 1 Método 2 Método 3
A primeira camada deve ser estocada sobre duas pranchas de madeira paralelas, situadas a 1,0m da extremidade da bolsa e da ponta. As bolsas tocam-se e não devem estar em contato com o solo, e são fixadas com cunhas. As camadas superiores são constituídas, alternadamente, por tubos colocados com as bolsas desencontradas em relação às da camada inferior. Elas devem ultrapassar as pontas da camada inferior em aproximadamente 0,10m (evita-se assim a deformação das pontas).
A primeira camada é idêntica ao Método 1.
Nas camadas superiores os tubos são alinhados verticalmente. Cada camada é separada por espaçadores de madeira com espessura ligeiramente superior à diferença dos diâmetros (bolsa-corpo). Os tubos das extremidades de cada camada são calçados com a ajuda de cunhas pregadas nos espaçadores.
A primeira camada deve ter as bolsas dos tubos alternadas. Além disso, devem ultrapassar as extremidades das pontas dos tubos adjacentes na totalidade da bolsa mais 0,5m.
Cada camada superior é constituída de tubos paralelos e alternados, conforme a primeira camada. As pontas dos tubos são ainda calçadas naturalmente pelas bolsas alternadas da camada inferior.
ALTURA DE ESTOCAGEM DE TUBOS
Conforme o tipo de empilhamento, a classe e o DN, recomenda-se não
ultrapassar os valores a seguir (em número máximo de camadas):
DN
Método 1 Métodos 2 e 3 DN
Método 1 Métodos 2 e 3 Classe K7 Classe K9 Classe K7 Classe K9 Classe K7 Classe K9 Classe K7 Classe K
80 - 70 - 30 450 12 14 10 10
100 - 58 - 27 500 10 12 8 8
150 40 40 22 22 600 7 10 6 7
200 31 31 18 18 700 5 7 4 5 250 25 25 16 16 800 4 6 3 4
300 21 21 14 14 900 4 5 3 4
350 18 18 12 12 1000 3 4 2 3
400 15 16 11 11 1200 2 3 2 2
PASTA LUBRIFICANTE
EMBALAGEM
A pasta lubrificante é fornecida em potes plásticos de 0,9 kg, nos quais estão
indicadas as recomendações de utilização.
ARMAZENAMENTO - CONDIÇÕES ADEQUADAS
- Manter embalagem fria, seca, longe de fontes de ignição e bem fechada
quando não estiver em uso.
- Não estocar diretamente sob o sol, altas temperaturas ou abaixo do ponto
de congelamento.
CARACTERÍSTICAS DA PASTA LUBRIFICANTE
Sua composição: preserva a qualidade da água potável, evita a proliferação
de bactérias.
A pasta lubrificante fornecida pela Saint-Gobain Canalização é solúvel em
água e não afeta as características de potabilidade da água.
Nota: Óleo mineral, vaselina ou graxa não devem ser utilizados, pois com o
tempo, danificam a borracha.
QUANTIDADE DE JUNTAS
A tabela abaixo apresenta a quantidade aproximada de juntas lubrificadas
com cada pote de pasta lubrificante. Válido para tubos e conexões com
bolsas.
DN Número de juntas DN Número de juntas
80 82 450 17 100 69 500 15
150 53 600 12
200 43 700 11
250 33 800 10
300 27 900 9
350 23 1000 8
400 20 1200 5
COLOCAÇÃO DOS ANÉIS DE BORRACHA PARA
AS JUNTAS: JGS, JTI, JTE, JM E BLUTOP
A montagem das juntas elásticas fornecidas pela Saint-Gobain Canalização é
realizada pela simples introdução da ponta do tubo na bolsa. A montagem
da junta é simples e rápida.
LIMPEZA
- Limpar cuidadosamente com um pano
umedecido em água, o interior da bolsa
e a ponta do tubo. Dar especial atenção à
limpeza do alojamento do anel de borracha
(eliminar qualquer material depositado,
areia, etc.)
- Limpar também com um pano
umedecido em água o anel de borracha.
- Confirmar a existência do chanfro, exceto
quando utilizar a junta mecânica, assim
como o bom estado da ponta do tubo. No
caso de ter havido corte, o chanfro deve
ser refeito.
COLOCAÇÃO DO ANEL DE BORRACHA
- Recomendamos que a colocação do anel
de borracha seja feita fora da vala.
- Verificar as condições do anel/validade
e introduzi-lo no alojamento da bolsa,
dando-lhe a forma de um coração para o
caso dos pequenos diâmetros.
- No caso de grandes diâmetros é preferível
deformar o anel de borracha em forma de
cruz, para instalá-lo.
- Exercer um esforço radial sobre o anel nas
partes deformadas, a fim de acomodá-lo
no alojamento.
MANTA DE POLIETILENO
APLICAÇÃO
A manta de polietileno é recomendada como proteção adicional aos tubos
de Ferro Fundido em ambientes com conhecido potencial corrosivo.
ESPECIFICAÇÃO TÉCNICA DOS COMPONENTES
Manga/Manta de Polietileno:
O material empregado é o POLIETILENO ASTM D 1248 - Tipo O, Classe C,
Grau E 1, com as seguintes características:
Massa específica
Espessura nominal
Tolerância de espessura
Resistência à tração
Alongamento na ruptura
Resistência dielétrica
Apresentação
910 a 925 Kg/m
200 μm (0,2 mm)
8,3 MPa (mínimo)
300% (mínimo)
6400 V por 0,2 mm de espessura
Bobinas com 100m de comprimento
Fio de Aço Plastificado:
Aço galvanizado e plastificado, com alma de 1,30 mm.
Fita Adesiva:
Fita adesiva com largura de 50 mm.
A tabela abaixo define os comprimentos mínimos de Manga/Manta a
serem adotados para cada diâmetro de tubo.
DN
POLIETILENO ARAME
(por tubo)
FITA ADESIVA
Manga Manta (por tubo)
Ø x comp. Comp. x larg. Quant. (m) Quant. (m)
80 Ø 0,35 x 6,0 0,70 x 7,0 4 2,00 4 1,
100 Ø 0,35 x 6,0 0,70 x 7,0 4 2,30 4 1,
150 Ø 0,50 x 6,0 1,00 x 7,0 4 2,90 4 2,
200 Ø 0,65 x 6,0 1,30 x 7,0 4 3,60 4 3,
250 Ø 0,75 x 6,0 1,50 x 7,0 4 4,20 4 4,
300 Ø 0,75 x 6,0 1,50 x 7,0 4 4,90 4 5,
350 Ø 1,30 x 6,0 1,70 x 7,0 4 5,60 4 6,
400 Ø 1,30 x 6,0 2,00 x 7,0 4 6,20 4 6,
450 Ø 1,30 x 6,0 2,20 x 7,0 4 7,60 4 7,
500 Ø 1,30 x 6,0 2,40 x 7,0 4 8,30 4 8,
600 Ø 1,30 x 6,0 2,80 x 7,0 4 9,60 4 10,
700 Ø 1,90 x 7,0 3,30 x 8,0 4 13,60 4 11,
DN
POLIETILENO ARAME
(por tubo)
FITA ADESIVA
Manga Manta (por tubo)
Ø x comp. Comp. x larg. Quant. (m) Quant. (m)
800 Ø 1,90 x 7,0 3,70 x 8,0 4 15,30 4 13,
900 Ø 2,54 x 7,0 4,20 x 8,0 4 16,90 4 14,
1000 Ø 2,54 x 7,0 4,70 x 8,0 4 18,50 4 16,
1200 Ø 2,54 x 7,0 5,60 x 8,0 6 26,10 4 19,
MONTAGEM DOS TUBOS COM JUNTAS JGS, JTI,
JTE E BLUTOP
SENTIDO PREFERENCIAL DE MONTAGEM – BOLSA DO TUBO
A Saint-Gobain Canalização não define um sentido preferencial de
montagem para os tubos com bolsas do Tipo JE2GS, por entender que é
totalmente indiferente e não acarretará prejuízos na aplicação do produto,
visto que, a pressão interna age de maneira equivalente em qualquer direção.
Normalmente, esta definição fica a critério do projetista, que além de
conhecer todos os detalhes do projeto, procura minimizar as interferências
e as constantes mudanças de direções.
PRESSÃO INTERNA - ESTANQUEIDADE
Tradicionalmente os tubos em ferro fundido dúctil com bolsas do Tipo JE2GS,
vêm sendo utilizados nas mais variadas aplicações, água, esgoto e indústria,
com total garantia de estanqueidade. Esta estanqueidade é assegurada
pela compressão radial da junta elástica JE2GS, sob baixa ou alta pressão, e
independe da posição em que está montado o conjunto ponta/bolsa.
Nota: Ressaltamos que a garantia da estanqueidade da junta JE2GS está
diretamente ligada à qualidade de execução da obra, onde os princípios básicos
de utilização recomendados em nossos catálogos sejam respeitados.
TUBOS E CONEXÕES BLUTOP - DN 90 a 160
Estes materiais podem ser montados com o uso de uma Alavanca.
PROCEDIMENTO DE MONTAGEM
- Apoiar a alavanca sobre o terreno;
- Proteger o espelho da bolsa do tubo com um toco de madeira dura;
- Promover a montagem respeitando o limite indicado na ponta do tubo.
TUBOS E CONEXÕES COM JUNTAS JGS,
JTI E JTE - DN 80 a 1200
TALHA TIPO TIRFOR /CATRACA DE CORRENTE
DN 80 a 300: Utilizar uma talha tipo tirfor
com capacidade de 1,6ton. e gancho
protegido com borracha.
DN 350 a 600: Utilizar uma talha tipo
tirfor com capacidade de 3,5ton. e gancho
protegido com borracha.
DN 700 a 1200: Utilizar duas talhas tipo
tirfor com capacidade 3,5ton (cada
uma) diametralmente opostas e ganchos
protegidos com borracha.
CAÇAMBA DE ESCAVADEIRA
DN 80 a 1200: Tomando as devidas
precauções, é possível utilizar a força
hidráulica do braço de uma escavadeira
para montar os tubos e conexões. Neste
caso, recomendamos:
- Colocar entre o tubo e a caçamba da
escavadeira uma prancha de madeira,
- Exercer esforço lento e contínuo, seguindo
o procedimento de montagem da junta.
Limite de montagem
DEFLEXÃO ANGULAR: TUBOS E CONEXÕES
COM BOLSAS
Todas as juntas com bolsas da Saint-Gobain Canalização admitem deflexão
angular, inclusive as JTI e JTE. Porém, a montagem deve ser executada com
os tubos perfeitamente alinhados e nivelados. A deflexão não deve ser
realizada enquanto a montagem da junta não for totalmente concluída.
PERFIL JGS - JUNTA STANDARD
DN Δθ (máx) L (m) Δd (cm)
80 a 150 5° 6 52
200 a 300 4° 6 42
350 a 600 3° 6 32
700 a 800 2° 7 25
900 a 1200 1°30’ 7 19
PERFIL JTI - JUNTA TRAVADA INTERNA
DN
Tubos Conexos
Δθ (máx) Δd (cm) L (m) Δθ (máx) Δd (cm)
80 a 150 5° 52 6 5° 52
200 a 250 4° 42 6 4° 42
300 a 350 3° 32 6 2° 21
400 a 500 2° 21 6 1° 48’ 19
Deflexão
Afastamento
Deflexão
Afastamento
MONTAGEM DO CONJUNTO DE TRAVAMENTO - JTE
A montagem da junta travada externa JTE é realizada pela introdução da ponta do
tubo na bolsa JGS, completada posteriormente com um sistema de travamento,
constituído por um anel de travamento e por um contra flange apertado por
parafusos. Caso seja necessário cortar o tubo, deve-se refazer o chanfro e o cordão
de solda próximo à ponta. Conforme descrito nas páginas 18 a 20 e 31.
COMPONENTES DA JUNTA TRAVADA EXTERNA – JTE
- Anel de trava seccionado; contra flange; parafusos e porcas em ferro
fundido dúctil.
Nota: Para pressões de serviço de 2,5 MPa, nos diâmetros 800 a 1200, os parafusos
e porcas de ferro dúctil são substituídos por componentes fabricados em aço e
um calço em ferro dúctil.
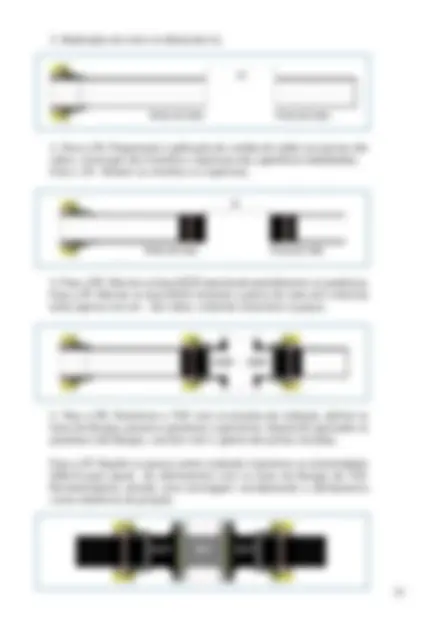
SEQUÊNCIA DE MONTAGEM JTE
1º - CONTRA FLANGE
Posicionar o contra flange sobre a ponta
do tubo e transpassa-lo sobre o cordão de
solda, tomando cuidado para não inverter a
posição em que deverá permanecer.
2º - ANEL DE TRAVA
Utilizar a descontinuidade do anel de
trava para introduzir uma ferramenta e
provocar uma pequena abertura (aumento
do diâmetro interno). Pode ser utilizado:
uma alavanca, chave de fenda grande ou
mesmo um ponteiro.
3º - POSICIONAMENTO DO ANEL DE TRAVA
- Deslizar o anel de trava até encostar
toda sua circunferência usinada no cordão
de solda. Verificar em seguida que esteja
totalmente apoiado sobre o perímetro do
tubo.
- Traçar sobre a ponta do tubo a marcação
da profundidade que deverá ser introduzida
na bolsa. Esta distância “ a ” em relação ao
cordão de solda está indicada na tabela 1
seguinte.
Cordão de solda
1 Contra flange
Ferramenta
Anel de trava
Anel de trava
Marcação de Profundidade
Nota: O anel de trava para os DNs 700 a
1200 mm utiliza parafuso Allen para ajuste
sobre o perímetro do tubo. (fornecido junto
com o conjunto de travamento).
Nota: Só depois de concluída a operação de
aperto dos parafusos, é que se deve realizar
a deflexão angular, respeitando os limites
admissíveis.
Tabela 1
DN a (mm)
300 a 500 30
600 a 1000 35
4º - MONTAGEM E APERTO DOS PARAFUSOS
- Centrar a ponta do tubo na bolsa e manter
o tubo nesta posição, apoiando-o sobre dois
calços. Introduzir a ponta do tubo dentro
da bolsa conservando o alinhamento e o
nivelamento. Encaixar até que a marca da
profundidade encontre o espelho da bolsa.
Não ultrapassar esta posição.
- Colocar o contra flange em contato com
o anel de trava, centrando-o. Colocar os
parafusos e apertar as porcas manualmente
até estarem em contato com o contra
flange. Apertar as porcas até o contra flange
estar em contato com o espelho da bolsa
(este contato é facilmente detectado por
um aumento muito rápido do torque de
aperto, que não é controlado). As porcas
devem ser apertadas de forma gradativa e
alternadas como se faz com as porcas de
uma roda de automóvel.
- Ferramenta necessária: chave de boca,
mista ou catraca de 32 mm.
Marcação de Profundidade
Anel de trava DN 1200
2. PREPARAÇÃO DA SUPERFÍCIE DO TUBO
PARA SOLDAGEM
- Com a ajuda do anel de cobre, traçar com
giz a posição do cordão de solda na ponta
do tubo.
- Deslocar o anel de cobre para promover o
esmerilhamento.
- Esmerilhar cuidadosamente a zona onde
será efetuado o cordão de solda em uma
largura de 25 mm. O esmerilhamento não
deve afetar a espessura do tubo.
- Reposicionar e apertar o anel de cobre a
montante da posição do cordão de solda,
respeitando a cota “ a ”, conforme indicado
na tabela 3.
- Se for preciso, bater o anel suavemente
com o martelo para obter uma boa
acomodação sobre o perímetro do tubo.
Tabela 3
DIMENSÕES E POSIÇÕES DO CORDÃO DE SOLDA
DN
a Quantidade Nominal Tolerância de passes
mm mm
300 115
DN
b Quantidade Nominal Tolerância de passes
mm mm
300 a 350 7
400 a 800 (^8) + 3 1
900 a 1200 9
DN
c Quantidade Nominal Tolerância de passes
mm mm
300 3
350 a 450 3,
500 a 1000 4
1200 6 -
3. EXECUÇÃO DO CORDÃO DE SOLDA
Regulagem da máquina de solda: 95 a 105 A
- Executar o cordão de solda junto ao anel
de cobre para obter uma face uniforme e
ortogonal à face do tubo.
- O cordão deve ser feito com um único
passe, por um soldador experiente, com
eletrodos de 3,2 mm de diâmetro.
- É importante respeitar as cotas “ b ” e “ c ”
do cordão de solda.
- Manter a zona de trabalho girando o
tubo.
Reparo do revestimento externo
O revestimento externo deve ser
reconstituído em volta do cordão de solda
e na superfície esmerilhada, conforme
indicado abaixo:
1º Após a limpeza e escovação do cordão
de solda, aplicar uma camada de tinta rica
em zinco;
2º Em seguida, aplicar a tinta de acabamento
referente a gama de utilização do tubo.