¡Descarga Uso del Camworks en SolidWorks para maquinado de una pieza. y más Ejercicios en PDF de Diseño de Máquinas solo en Docsity!
Instituto Tecnológico
Superior de Uruapan
Carrera:
Ingeniería Mecánica
Materia:
MANUFACTURA INTEGRADA POR COMPUTADORA
“REPORTE DE PRACTICA 1_T 2 ”:
“GENERACION DE UN CODIGO G, M, EN UN SOFTWARE
CAD”
Alumno(s):
FLORES RIVAS IVAN ANTONIO
Fecha:
Docente: M.C. Isidro Reynel Ortiz Rev. 1
INDICE
1. INTRODUCCION
El proceso de mecanizado de piezas por CNC es una actividad industrial o en algunos casos didáctico interesante que va cada día a la vanguardia conforme se desarrolla la tecnología, pues el maquinado de piezas es muy útil, ya no se necesitan practicas manuales y laboriosas que normalmente ejecutaban los artesanos. Hoy en día se puede hacer uso de esa tecnología CNC para enfocarlos en sistemas de producción en masa y en menor tiempo.
En otra prácticas y ejercicios se ha visualizado las maneras de trabajar con estos equipos CNC, y es que la programación en lenguaje G-code es importantísima para poder comunicarse con estos equipos y que ejecuten lo que se les ordena. Pero generar ese lenguaje como se vio en anteriores ejercicios depende de la complejidad del proyecto a realizar, pueden ser desde unos trazos de círculos y líneas hasta piezas con geometrías en 3D y con relieves complejos. Así mismo para llevar cabo esos proyectos se han desarrollado a la par softwares que generen esas geometrías complejas o sencillas y de cómo equivalente el código G con el cual se podrá ejecutar en estos CNC.
Es así que la siguiente práctica está encaminada a geometrías más complejas, entrando al campo del 3D; las mejores herramientas para ese campo son los llamados softwares CAD (Computer Aided Desing). Y gracias a estos softwares se pueden diseñar esas geometrías complejas, pero esas geometrías no se pueden ingresar los códigos de lectura de G, es así que entran en juego otros softwares complementando a los CAD y son los softwares CAM (Computer-Assisted Manufacturing); estos softwares son los ideales para hacer de puentes entre el código G y los softwares CAD.
Así de simple CAD manda geometrías complejas al CAM y este las traduce a lenguaje G-code para que el CNC las pueda leer. Y como la tecnología sigue y sigue generando estos programas de vanguardia es de esperarse que haya muchos de ellos, es aquí donde se hizo la selección por un solo software que fue el SOLIDWORKS.
SOLIDWORKS es un software de diseño muy útil, que cuenta con muchas herramientas y facilidades que lo ponen por encima de otros programas a eso aunado que no se tiene que instalar otro software de otra compañía o externo simplemente se considera el complemento SOLIDWORKS CAM como parte de la instalación del paquete completo del SOLIDWORKS. Se describen sus ventajas más sobresalientes y por qué se desarrolló esta práctica con este software.
Después se entra de lleno con el programa definido y se va desarrollando una metodología bien descrita en el reporte de cómo se siguen los pasos y que se tiene que hacer para poder generar el código G, que se pueda utilizar en una maquina CNC.
Todos los pasos son descritos de manera que el lector pueda replicarlos en dado caso de que quiera llevar a cabo una práctica similar, en algunos se omiten detalles debido a la limitación de la información y conocimiento del software.
Al final se determina en un paso de comprobación de resultados, donde la metodología marca que si los resultados son satisfactorios se prosiga con el paso final y cierre, pero si no lo son se recomienda encontrar el error y hacerlo varias veces de ser necesario hasta que se encuentre dicho error. Para fines prácticos no se llevó a cabo esta metodología tan al pie de la letra se ha encontrado la mejor manera de observar cada detalle del proceso incluyendo los errores.
Al final se ofrece una conclusión que explica en parte como se da ese proceso, y cuáles fueron los resultados obtenidos.
2. OBJETIVOS
Establecer un panorama con los softwares CAD/CAM.
Realizar todo el procedimiento en el software SOLIDWORKS CAM.
Establecer una metodología de procedimiento para realizar la práctica.
Seguir la metodología y mostrar los pasos seguidos para que puedan ser replicados.
Observar y analizar los resultados obtenidos durante el procedimiento.
Generar una conclusión con respecto a lo obtenido y a lo observado en la práctica.
3.1.2.- Ventajas de trabajar CAM/CAD.
El mecanizado CAM ha simplificado mucho el proceso de programación en el mecanizado, al requerir solamente que el operario especifique en el software las opciones de mecanizado a llevar a cabo para volcar las frases y programas en código g-code. Esto ha supuesto numerosas ventajas para las empresas de mecanizado:
Intervención mínima del operario: algo que revierten en un ahorro de costes de personal (aunque requerirá formación adicional) y una mayor seguridad (al intervenir menos en el funcionamiento mecánico de la máquina, se reduce el riesgo de accidentes).
Mayor precisión en la pieza terminada: ya que al contar con la precisión del diseño CAD y de la ejecución del CAM, hay menos margen de error que haciéndolo a mano cómo se hacía antes. Se pueden hacer trabajos
Menor desperdicio de material: al usar muchas veces solo la cantidad justa necesaria de materia prima en la ejecución del diseño, algo que también revierte en un mayor ahorro energético y por lo tanto económico y medioambiental.
Mayor flexibilidad en los proyectos, al permitir cambiar proyectos solo cargando los cambios de un documento modificado con CAD.
Mayor automatización y rentabilidad: al ocasionar una mayor producción en un tiempo menor, por requerir menor intervención del operario.
3.1.3- Software de mecanizado CAM y CAD
Hay una gran variedad de software de mecanizado CAM, que generalmente incluye también la parte de diseño CAD o integración con ella, que se puede usar con cualquier máquina herramienta de la actualidad.
3.1.4- Selección de un software adecuado.
¿Qué maquinas herramienta son compatibles con el software CAD/CAM? Muchas empresas de mecanizado solo llevan a cabo un tipo de mecanizado, y a veces solo con una máquina herramienta determinada, con lo que el software, por encima de todo, debe ser compatible con ese mecanizado y esa máquina herramienta. Por ejemplo, si solo ofrecemos corte de tubo laser, debemos asegurarnos de que el software sea compatible con esa máquina herramienta en concreto, y si ofrecemos corte de tubo laser y también por disco, se debe priorizar, a ser posible, un software que sea compatible con ambos.
Es importante considerar los siguientes puntos para la selección adecuada de un software de este tipo.
¿Cómo es su interfaz? Es otra pregunta muy importante. El software puede tener interfaz de Auto CAD, Solidworks, etc.
¿Qué capacidades adicionales tiene? Hay softwares que ofrecen una estimación de costes, planificación de recursos (ERP), planificación de recursos de fabricación (MRP), etc.
¿Qué opiniones ofrece el CAD? La parte de diseño asistido puede permitir tratar diseños 2D, 3D Wireframe, 3D Solid Modeling (modelado de sólidos en 3D), diseños plegados y desplegados, etc.
¿Qué formato de intercambio de archivos con el CAM acepta? Normalmente este tipo de software acepta por lo menos formato IGES y STEP, y son muy usuales también el DWG y DXF.
¿Qué opciones ofrece el CAM? Normalmente las máquinas de mecanizado asistidas por CAD/CAM suelen modificar piezas, troquelarlas o cortarlas, y dentro de estas opciones, el software puede comprender varias opciones, como manejar material y sobrantes, seleccionar y dirigir herramientas, etc.
3.3- CARACTERISTICAS PRINCIPALES.
El SOLIDWORKS CAM como ya se menciono es una gran herramienta de mucha ayuda y potencia al momento de mecanizar una pieza, reduce tiempos y logra piezas de mucha calidad. Para lograr todos esos trabajos finales tan bien definidos es importante mencionar que lo hace por medio de funciones o herramientas que ayudan a ese proceso, en pocas palabras se mencionaran las características principales con las que cuenta este software o complemento para dar resultados tan eficientes.
3.3.1.-Reconocimiento Automático de Rasgos (AFR).
Esta característica del Solid CAM es que genera operaciones de mecanizado directamente desde geometría nativa o geometría importada, este reconocimiento automático de rasgos lo que hará es que tomara todos esos detalles de la pieza donde encontrara y creara rasgos prismáticos automáticamente ahorrando bastante tiempo de programación.
Este sin duda es la característica más básica de generación de rasgos, es la que esta predeterminada en el software y la que se usa muy a menudo si se es un principiante en este tema del CAM.
3.3.2.- Reconocimiento Interactivo de Rasgos (IFR).
Esta característica está relacionada con la anterior se puede decir que ambas son dos alternativas cuando se habla de reconocimiento de rasgos en las piezas para poder maquinar, es así que el IFR (Interactive Feature Recognizer) o Reconocimiento Interactivo de Rasgos es una tecnología usada en CAMWorks con la que el usuario puede tener mayor control del mecanizado despegándose estrictamente de la geometría. Se aplica para cuando se requieren cambios en los mecanizados sin tener que rediseñar la pieza.
Un ejemplo puede ser, que hay veces que se tienen que realizar operaciones o actividades dependiendo de una parte predecesora y aun cuando el predecesor no se encuentra disponible, la actividad tiene que realizarse.
Los cambios de ingeniería de último momento en una pieza antes de su manufactura son muestras de este ejemplo. Retroalimentando el ejemplo puede ser un panorama típico de una empresa en la que el diseñador no labora los sábados, pero el operador de CNC si labora esa jornada; hay un cambio en las medidas o simplemente el diseño es incorrecto y es el operador de CNC quien debe salvar el dia porque la pieza se entrega el lunes. Es aquí cuando el operador del CNC se convierte en un programador CAM planeando el ciclo que se necesita en la pieza de manera manual sin que se realice un cambio en la geometría de la pieza.
Es decir, el IFR de este software ayuda a maquinar los requerimientos de las piezas sin modificarse la geometría y sin necesidad de tener amplios conocimientos de diseño.
Claro esta que esta característica tiene que ser llevada a cabo por un diseñador experimentado en este campo del CAM, pues el configurar de manera manual puede que requiera más habilidades que en el caso de los rasgos automáticos.
3.3.3.- Mecanizado basado en reglas.
Esta característica sirve para capturar y reutilizar las mejores prácticas de fabricación y las operaciones más comunes se almacenan en la base de datos, se pueden crear automáticamente estrategias, seleccionar herramientas, establecer avances, velocidades, patrones, profundidades de corte, etc. Estas reglas se pueden modificar sobre la marcha a como se vayan necesitando los requisitos de diseño o mecanizado, esto permite de la mejor manera aprovechar las reglas y practica estándar utilizadas en el proceso de fabricación.
También el SOLIDWORKS CAM utiliza el mecanizado basado en reglas para mejorar el proceso de programación de la misma forma que el diseño basado en reglas ayudo a acelerar el proceso de diseño y dibujo. El mecanizado basado en reglas aprovecha las tolerancias que se han asignado a cada componente, lo que permite a los usuarios centrarse en las zonas críticas de la fabricación de una pieza en lugar de tener que tocar cada operación que debe mecanizarse.
Es así que se puede mejorar el proceso de fabricación mediante la captura de estándares del diseño, acelerar la elaboración de presupuestos y probar la fabricación de un diseño en las primeras fases del proceso. Mediante el mecanizado basado en reglas, en el diseño se pueden aplicar automáticamente las estrategias estándar para determinar cuánto tiempo se tardara en fabricar una pieza y se podría mecanizar fácilmente.
3.3.5-Mecanizado de alta velocidad.
El Mecanizado de Alta Velocidad consiste en la optimización del mecanizado con las posibilidades existentes limitado por la pieza/material a mecanizar y las herramientas-maquinas (CAD/CAM- CNC) disponibles. Esto puede suponer mecanizar a velocidades de corte entre 5 y 10 veces superiores a las que se utilizan de manera convencional “para cada material”.
Es mecanizar a altas velocidades de corte (Vc)? Es mecanizar a altas velocidades de husillo (n)? Es mecanizar de altos avances (Vf)?
Actualmente, el MAV tiene muchas definiciones. Pero una cosa clara es que no significa obligatoriamente mecanizar a altas revoluciones de husillo, ya que muchas de las aplicaciones se realizan con velocidades de husillo moderadas (3,000 a 6,0000 rpm) y herramientas de gran diámetro (25 a 30 mm). Las condiciones del proceso (velocidad de corte, avance y profundidades de corte radial y axial, etc.). Dependerán del material a mecanizar, así como de las máquinas y herramientas disponibles.
Cada material y aleación que pretendamos mecanizar posee sus propias características de maquinabilidad, lo que nos marcara los límites operativos del proceso. Por ejemplo, no es lo mismo mecanizar:
Materiales blandos (aluminio, cobre, magnesio,etc.) que duros (aceros templados, titanio, níquel, etc).
Materiales de gran maquinabilidad (aluminio, magnesio…) que de poca maquinabilidad (titanio, inconel, acero para herramientas, etc.)
3.3.6- El MAV un paso hacia el mecanizado óptimo.
Podemos considerar que con el Mecanizado a Alta Velocidad se ha dado un paso importante hacia el mecanizado óptimo de cada material. A medida que se vayan desarrollando y mejorando las maquinas herramientas, los programas CAD-CAM, los CNC, etc. Se ira avanzando hacia la optimización general del mecanizado, en el que cada material tendrá sus óptimas condiciones de corte, sus estrategias, sus herramientas, etc.
Ventajas que ofrece el MAV
Disminución de las fuerzas de corte en los materiales dúctiles, posibilidad de mecanizar paredes delgadas (0.2 mm)
Mayor precisión de los contornos, mejor calidad superficial y tolerancias dimensionales más precisas.
Reducción del tiempo de pulido.
Mecanizado de una sola atada para el desbaste y acabado.
Mecanizado de paredes finas.
Reducción del tiempo de mecanizado y coste global.
Disminución del coeficiente de rozamiento viruta-herramienta.
Evacuación casi total del calor por medio de la viruta.
Aumento en la vida de la herramienta.
Posibilidad de mecanizado de aceros duros (>50 Hrc) como si fuera mecanizado caliente.
mecanizado, también algunos parámetros que se configuran dependiendo de las condiciones de trabajo que realizara la máquina, y la cuestión del postproecesador que programa se utilizara después de la generación del G-code para que el equipo CNC pueda trabajar con ese código generado en el CAM.
4. Definir el tocho. Esta parte no es más que la definición de las condiciones geométricas de la pieza, en cierta forma es como establecer los límites y las tolerancias con respecto a las medidas del maquinado de la pieza. Que tanto se debe retirar de material, y que tanto se deja de este. 5. Definir los rasgos de mecanizado. En esta parte del procedimiento se establecen parámetros de cómo es que se quiere o se define el marcado de los trayectos, se debe recordar que son dos alternativas de realizarlo el AFR y el IFR, a lo que es más común utilizar el AFR por configuración automática más simple. 6. Generar plan de operaciones. Este comando en la barra de actividades del complemento CAM, establece de manera automática todas esas acciones que llevara a cabo la el programa para poder darle a todos los rasgos de la pieza, es decir generar ese maquinado que se está requiriendo en la pieza. Las operaciones pueden ser tales como: contornos, ranurados, desbaste, perforaciones, cortes, etc. 7. Ajustar parámetros de operación si es necesario. En esta parte es se debe rectificar todo los parámetros ajustados, si son lo que realmente se busca en la pieza al momento de maquinar, si son los indicados se prosigue y si no pues simplemente se vuelven a corregir. 8. Generar trayectorias de herramientas. Para esta paso del proceso, se considera el comando que lleva el mismo nombre y que se encuentra en la barra de herramientas del complemento CAM, al igual que la generación de operaciones; solo que aquí se genera el trayecto de la herramienta de acuerdo a las operaciones que se han configurado. Los trayectos pueden ser visibles en la pieza y también se puede observar cuales van primero o en qué orden van. 9. Simular camino de herramienta. Este paso no es más que una herramienta con la que cuenta el CAM para generar una simulación de cómo se llevara a cabo todo el proceso de mecanizado, se observa la animación a la velocidad que se desee, y de acuerdo al orden de las trayectorias definidas. También existen algunos comandos de esta herramienta que permiten una mejor visualización del proceso. A partir de este paso, se genera una retroalimentación en la metodología. Simplemente si las trayectorias son las correctas se pasa al postprocesado, si las trayectorias son incorrectas se regresa al paso 7 donde se corrigen los parámetros que puedan estar mal planteados. 10. Postprocesador. Este paso se busca hacer la parte del código y la preparación para poder generar este, se acomodan algunos parámetros de definición con respecto al equipo CNC donde se aplicara dicho código. Se genera el código para el CNC y lo que busca es guardarlo en el ordenador en una ruta adecuada para después ser aplicado. 11. Transmitir archivo a CNC. Se ha guardado el código con el que trabajara el CNC, y solo se busca mandar a través del software de manufacturado y poder empezar a trabajar en la pieza.
4.- DESARROLLO DE LA PRÁCTICA.
En esta parte de la practica una vez que se han mencionado un poco el entorno y las ventajas del complemento Solidworks CAM del Solidworks, se mostrara un ejemplo de cómo es que se trabaja respetando la metodología del proceso de manera continua y ordenada.
4.1 -Reconocimiento del entorno e importación de la pieza.
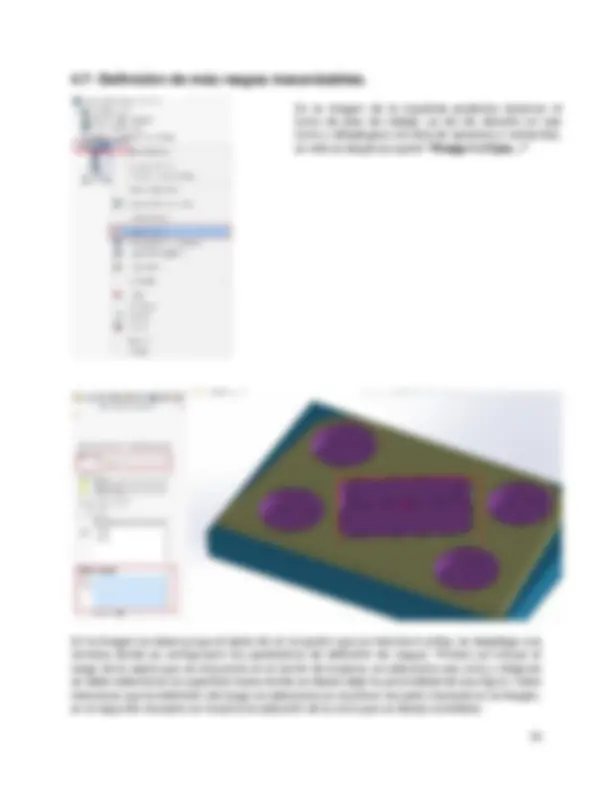
En la imagen de arriba se muestra la pieza que se utilizara para este ejemplo la cual se maquinara de manera simulada en el CAM, es una pieza sencilla la cual consta de cuatro barrenos y una figura rectangular en medio, además de que el contorno total es un rectángulo.
Se muestra también el entorno de trabajo que ofrece este complemento CAM en el Solidworks, arriba se muestra toda la barra de herramientas que se utilizan para el proceso. En la imagen de la izquierda se muestra el árbol de herramientas también y de operaciones inmediatas que se van realizando en la pieza, algunas de las herramientas de la izquierda se encuentran también en la barra de herramientas de arriba.
En la imagen de la izquierda se muestra la configuración de la pestaña torreta, en esta pestaña se hace configuración con respecto a las herramientas que se usaran para el maquinado de la pieza. Y es que en la torreta o portaherramientas se encuentran muchas de estas que realizaran diferentes operaciones para el acabado y mecanizado. Para futuras prácticas y ejercicios se ha configurado una torreta donde la única herramienta es una fresa de 1/8 in. Esto debido a las limitaciones donde se puede realizar el maquinado de piezas de manera física en un equipo CNC, aun asi se deja solo una herramienta para trabajar y que realice la mayoría de las operaciones. Se muestra como marca en el recuadro más grande la única herramienta que contiene esa torreta, abajo se muestran las diferentes configuraciones de esta y pues solo se ha elegido la que lleva por nombre “1/8 (metric)”.
Una vez configurado esta pestaña se pasa a la siguiente; se menciona también que se pueden configurar las torretas con los equipos a los que cuente la maquina en las opciones que marca el penúltimo recuadro hacia abajo.
En la imagen de la izquierda se muestra la última pestaña de configuración que corresponde al postprocesador, y que aquí se configura el procesador del código con el que se va a maquinar la pieza, es decir, el software al que se le va a cargar el código una vez lo genere el CAM. En el recuadro de mayor tamaño muestra los postprocesadores que se pueden utilizar, en este caso se eligió el “Mach 3 G54” , ya que este es el que se usara para esta y otra prácticas como para el equipo CNC. Solo se da clic en seleccionar y por último se da clic en aceptar para terminar la configuración de máquina.
4.3- Gestor de Tocho.
Lo siguiente en el proceso como se marcó en la metodología del marco teórico es la definición del tocho, esto se refiere a definir las dimensiones del material que se maquinara para así mismo en el código se pueda considerar como será la geometría del material en bruto.
Para agregar estos parámetros del Tocho, se da clic en el icono que marca el recuadro de arriba en la barra de herramientas o se puede elegir en el árbol de operaciones aun lado de la zona de trabajo.
Una vez que se le da clic en la opción del Tocho se procede a cambiar los parámetros que aparecen en la ventana que se despliega. El material se coloca un material común y que servirá con los parámetros ajustados para la velocidad de trabajo de la máquina, es un acero de uso comercial.
También se ajusta el tipo de Tocho es decir, la configuración del material en bruto, para esta práctica se optó por tomar un tipo de caja ya que se considera un tipo caja sobre el cual se empezara a trabajar.
Y aunado al tipo de tocho también se deben ajustar las tolerancias de cada lado en la caja en bruto que se considera pero con la distancias de cada lado antes de empezar a darle forma a la pieza, para conveniencia de esta práctica se dejan 5 mm. De cada lado para darle suficiente espacio donde trabajar.
En la imagen de abajo se muestra como ha quedado la configuración del Tocho en la pieza.