Download Factors Influencing Design of Chemical Engineering Equipment and Materials and more Lecture notes Industrial design in PDF only on Docsity!
Unit -
General Design Considerations
Slides prepared by
Dr. Raveendra Gundlapalli
Course Convener, CHE211 -Equipment Design
Assistant Professor, Chemical Engineering, IIT (BHU) Varanasi
Slides modified by
Dr. Rohit Kumar
Course Co-instructor, CHE211 -Equipment Design
Assistant Professor, Chemical Engineering, IIT (BHU) Varanasi
� Factors influencing the design of equipment
- Most of the chemical engineering operations require equipment and the basic part of these equipment is a vessel, for example - Autoclave : A high pressure vessel containing heating and agitation sources - Distillation column : Vessel containing series of vapor liquid contactors - Heat exchanger : Vessel with transfer of heat through walls of tubes
Autoclave Distillation column (^) Heat exchanger
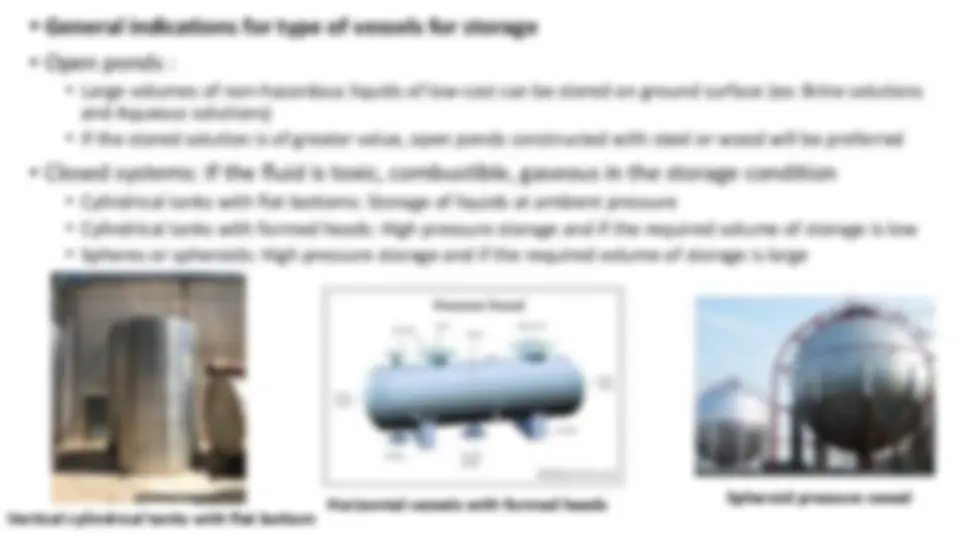
- General indications for type of vessels for storage
- Open ponds :
- Large volumes of non-hazardous liquids of low cost can be stored on ground surface (ex: Brine solutions and Aqueous solutions)
- If the stored solution is of greater value, open ponds constructed with steel or wood will be preferred
- Closed systems: If the fluid is toxic, combustible, gaseous in the storage condition
- Cylindrical tanks with flat bottoms: Storage of liquids at ambient pressure
- Cylindrical tanks with formed heads: High pressure storage and if the required volume of storage is low
- Spheres or spheroids: High pressure storage and if the required volume of storage is large
Vertical cylindrical tanks with flat bottom
Horizontal vessels with formed heads Spheroid pressure vessel
Types of formed heads
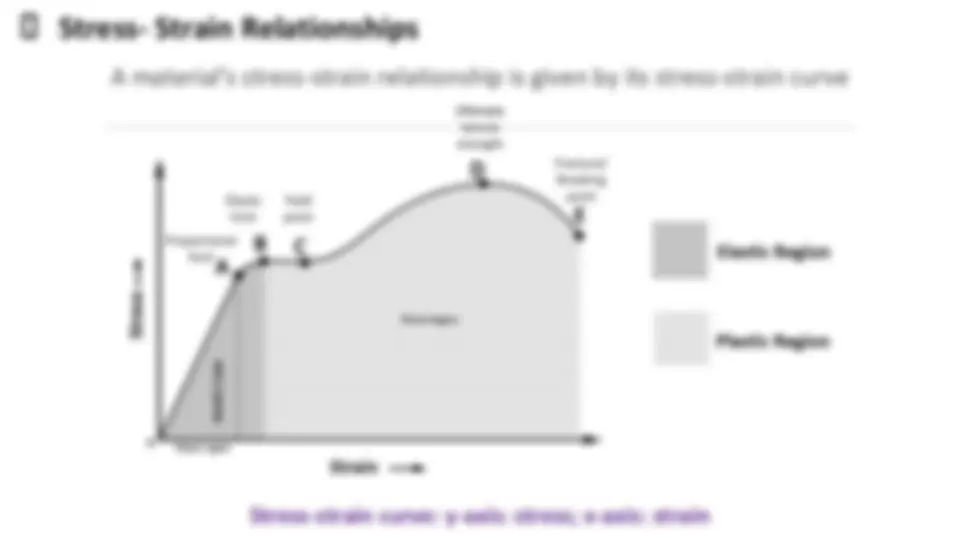
- Strength: It is typically a tensile strength. It is maximum strength a material will withstand - Ultimate tensile strength - the maximum stress that a material can withstand while being stretched or
pulled before breaking. In brittle materials, the ultimate tensile strength is close to the yield point,
whereas in ductile materials, the ultimate tensile strength can be higher.
- Stiffness: Ability to resist bending; Stiff material does not compress nor elongate easily - Toughness: Although it is associated with tensile strength it describes the measure of resistance to
crack propagation. A tough material can take hard blows without rupturing. Toughness is often defined
as a material’s ability to absorb energy without cracking. It is a combination of strength and plasticity.
- Ductile materials like Steel, Al and Cu stops the propagation of a crack by local yielding at the crack
- Other materials like cast iron, glass – local yielding doesn't occur and materials are brittle - Hardness: Surface hardness is an indication of ability to resist wear (damage caused by friction, erosion
etc). Important property for handling fluids that cause surface erosion, scaling and abrasion
- Fatigue: Fatigue failure is likely to occur in equipment subject to cyclic loading. We may have initiation
and propagation of crack due to cyclic loading. It is a progressive and localized damage of a material
under cyclic or fluctuating stress, usually at low or moderate temperatures
- Creep: Creep is the slow and continuous deformation of a material under a constant stress, usually at
high temperatures over a prolonged period. Creep strength of a material is usually reported as the
stress to cause rupture in 1,00,000 hours of operation at the test temperature.
� Commonly used materials for construction of equipment
- Metals, Plastics, Carbon materials and Ceramic materials - Metals: Iron, steel, Nickel and its alloy, Cu and its alloys, Al and its alloys, Lead, Titanium, Zirconium - Non-Metals - Plastic materials: Thermoplastic materials, thermosetting material and rubber - Carbon materials: Graphite plates - Ceramic materials: Glass, stoneware, refractory materials, cement, bricks, tiles etc
- General pressure vessel is typically constructed with steel. Steel is an alloy of iron and carbon. - By adding carbon to iron, it increases the hardness and strength - But large content of carbon decreases the weldability (as the carbon content increases the brittleness).
- Titanium is biocompatible (compatible with and not harmful to living tissues), a crucial characteristic
for many industries’ applications
- Titanium is strong and durable, maintaining its structural integrity, with tensile strength ranging
from 30,000 psi to 200,000 psi (210-1380 MPa)
- It also has a higher melting point than steel and many other materials
- Stainless steel is designed to protect against oxidization. It features a minimum chromium content of
10.5% by mass. It features a protective layer of chromium that creates a barrier between
environmental oxygen and the metal’s iron content which protects it from corrosion.
- Carbon steel is characterized by a high carbon content, usually up to 2.1% of its weight. Although it’s
stronger and more durable than stainless steel, carbon steel may rust and corrode when exposed to
moisture. Even small amounts of moisture, including moisture vapor in the air, can cause carbon
steel to rust. Furthermore, carbon steel is less ductile than stainless steel.
- Carbon steel can corrode, but vessels made of carbon steel can be galvanized or coated to protect
them from rust
- Nickel alloys offer protection from thermal expansion to both the contents of the vessel and the
vessel itself
� Commonly used materials for construction of equipment
� Design Codes
- The primary purpose of design codes is to establish rules of safety and providing guidance on design, materials of construction, fabrication, inspection and testing.
- Design codes forms a basis of agreement between manufacturers and customers
- Typical design codes have been developed by industrially strong countries like USA and European regions - USA – ASME BPV code (American Society of Mechanical Engineers Boiler and Pressure vessel code) - Europe – PED (pressure equipment directive), British standards, EU standards - AD Merkblatter – gives technical rules for pressure vessels - IS: 2825-1969, Indian version of pressure vessel code
- There is no international standard for pressure vessel design, but the most widely used standard is ASME BPV code. It totally has XII sections and the pressure vessel design comes under section VIII (contain three sub divisions). Table is given in the next slide for your reference.
- Several commercial computer programs aid in the design of vessels
- Pressure vessel suite
- PVElite & CodeCalc
- TEMA/ASME & COMPRESS
� Design Pressure
- Typically it is the worse-case pressure condition. Pressure used in the design of a pressure vessel for the most severe condition.
- Cost of vessel increases with increase in design pressure. Hence, design pressure should be prioritized towards safety and not towards price.
- Generally, the design pressure is more than the operating pressure. It is about 5 to 10% above normal operating pressure. If the static pressure used in the vessel due-to-liquid exceeds 5% of the maximum operating pressure, it should be added to design pressure.
- As per the IS (Indian standards), the design pressure shall not exceed 200 bar
- Example: If the maximum working pressure = 2 bar, then the design pressure = 2.1 bar (2 + 0.05% of 2 bar). If the static head is 0.5 bar (it is greater than 5% of the working pressure), it should be added to design pressure. The new design pressure is 2.1 + 0.5 = 2.6 bar
- If outside pressure = 1 atm, Inside vacuum = P bar, then design pressure = 1 – P (^) vacuum
- If external pressure > 1 atm, internal pressure = 1 atm, then design pressure = Maximum external pressure + 5% of it + [(1-P (^) i )= (1-1)=0]
- If external pressure > 1 atm, internal pressure < 1 atm, then the design pressure = (1. 05 P (^) O)+ (1- P (^) i ) or can be up to (1.05 P (^) O + 1). Where P (^) O is maximum external pressure, P (^) i is the pressure inside the vessel.
� Design Temperature
- Generally, strength (and stiffness as well) of material decreases with increase in design temperature. So, the maximum allowable stress will be function of material temperature
- Many pressure vessels are designed to operate at high temperatures. A few vessels are required to operate at temperatures below ambient temperatures, and others can be subjected to “auto-refrigeration” resulting from operational upsets or gas leaks – Need of both the maximum design temperature and minimum design temperature Maximum design temperature
- It controls the vessel design by establishing the maximum allowable design stresses for the selected materials of construction. Selecting materials based upon maximum temperature assures that the stresses developed in a pressure vessel will not cause failure during continuous operation at the maximum temperature
- It should not be less than the mean metal temperature (through the thickness) expected under design operation Minimum design temperature
- At high temperatures many materials require significant levels of energy to cause fracture, however, at low temperatures these same materials fracture with very little energy – material behaving like a brittle material
- The minimum temperature affects the selection of the materials
- The materials must have sufficient toughness at the minimum design temperature to prevent failure by brittle fracture during startup and shutdown
- Case A - for unheated parts : Design temperature should be based on the highest temperature of the stored material (not based on the equipment material)
- Case B1 – for heated parts : heating by steam, hot water etc., Design temperature = Temperature of heating media + 10 0 C
- Case B2 – for heated parts : heating by electricity or exothermic reaction etc.,
- Design temperature = Highest temperature of inside material + 20 to 50 0 C
- In any condition of the case B2 – design temperature should not be less than 250 0 C
- Soldering, Brazing and Welding: all these are the process of joining two or more pieces of metals and other materials
- Welding: Two metals must be similar. So, Coper cannot be welded to Aluminum
- Welding is “a material joining process which produces coalescence of parent materials by heating them to suitable temperatures, with or without the application of pressure or by the application of pressure alone, and with or without the use of filler material”
- The parts that are joined are known as a parent material. The material added to help form the join is called filler material.
- Heat at a high temperature causes a weld pool of molten material which cools to form the join
- Brazing: Joins two (similar or different) metals by “heating and melting a filler metal” that bonds the two pieces. The melting temperature of filler metal should be less than the melting temperature of metals that needs to join. But this is not as strong as welding.
- Soldering: It is typically used to join electrical components. The joint is not required to be strong and structural. We just need to have connection to flow electricity.
- Soldering is a process used for joining metal parts to form a mechanical or electrical bond. It typically uses a low melting point metal alloy (solder) which is melted and applied to the metal parts to be joined and this bonds to the metal parts and forms a connection when the solder solidifies
- Difference between Brazing and Soldering: If the metal bonding process uses a filler metal that melts below 450°C the bonding process is defined as soldering. However, if the filler metal melts above 450°C then the bonding process is defined as brazing
- Brazing is applied via torch, furnace, induction, dipped as heat sources occurring at a temperature above 840°F (450°C) whereas arc welding uses electricity as a heat source reaching temperatures of roughly 10,000 degrees Fahrenheit.
� Methods of Fabrication
- Metal forming: Large set of manufacturing processes in which the material is deformed plastically to take the shape of the die geometry. The tools used for such deformation are called die, punch etc.
- Plastic deformation: deformation under stress without breaking while retaining the deformed shape after the load is lifted
- Categories: Bulk metal forming, Sheet metal forming
- Bulk forming: It is a severe deformation process resulting in massive shape change. The surface area-to-volume of the work is relatively small. Mostly done in hot working conditions.
- The two major categories of bulk-metal forming processes are (1) Forging, and (2) Extrusion
- Sheet forming: Sheet metal forming involves forming and cutting operations performed on metal sheets, strips, and coils. The surface area-to-volume ratio of the starting metal is relatively high. Tools include punch, die that are used to deform the sheets.
- The three major categories of sheet-metal forming processes are (1) cutting, (2) bending, and (3) drawing
� Methods of Fabrication
- Extrusion: Used to create products having fixed cross-sectional profile
- Extrusion is a metal forming process in which metal or work piece is forced to flow through a die to reduce its cross section or convert it into desire shape. The force used to extrude the work piece is compressive in nature applied by the piston or plunger
- These process can be summarized as follow.
- First billet (metal work piece of standard size) is placed into a extrusion press (Extrusion
press is like a piston cylinder device in which metal is placed in cylinder and pushed by a piston. The upper portion of cylinder is fitted with die).
- Now a compressive force is applied to this part by a plunger fitted into the press which
pushes the billet towards die
- The die is small opening of required cross section. This high compressive force allow the
work metal to flow through die and convert into desire shape.
- Now the extruded part remove from press and is heat treated for better mechanical
properties
▪ Refer the photo of Direct Extrusion
▪ Play forging video – https://www.youtube.com/watch?v=pluXSpnKUIs https://www.youtube.com/watch?v=nrYv4Io0SQs
� Methods of Fabrication
- Sheet-metal forming: it is similar to pressing but for relatively thin stock
- Sheet metal forming is the most cost-effective forming procedure today for manufacturing parts in large quantities
- Sheet metal is metal formed into thin, flat pieces, usually by an industrial process
- Low-carbon steel is the most commonly used sheet metal because of its low cost and generally good strength and formability characteristics
- Aluminum is the most common material for such sheet-metal applications as where corrosion resistance is a concern
- Most manufacturing processes involving sheet metal are performed at room temperature
- The three major categories of sheet-metal processes are (1) cutting, (2) bending, and (3) drawing
- Cutting is used to separate large sheets into smaller pieces, to cut out part perimeters, and to make holes in parts. Bending and drawing are used to form sheet-metal parts into their required shapes
- Bending operations are performed using punch and die tooling
- Drawing is a sheet-metal-forming operation used to make cup-shaped, box-shaped, or other complex-curved and concave parts